8 (4212) 600-463
Сб, Вс — выходной
- Главная
- О компании
- Каталог
- Алюминий
- Баббит
- Бронза
- Латунь
- Медь
- Метизы
- Нержавеющий прокат
- Нержавеющая лента
- Нержавеющая проволока
- Нержавеющая сетка
- Нержавеющая труба круглая
- Нержавеющая труба профильная
- Нержавеющий лист
- Нержавеющий лист 08х17н13м2Т
- Нержавеющий лист 08х18н10
- Нержавеющий лист 12х18н10т РФ
- Нержавеющий лист 20х23н18
- Нержавеющий лист AISI 304 (08х18н10)
- Нержавеющий лист AISI 310S (20Х23Н18)
- Нержавеющий лист AISI 316L (03Х17Н14М2)
- Нержавеющий лист AISI 316TI (10Х17Н13М2Т)
- Нержавеющий лист AISI 321 (08х18н10т)
- Нержавеющий лист AISI 430 (12х17)
- Нержавеющий лист AISI 904L (06ХН28МДТ)
- Нержавеющий пруток
- Нержавеющий уголок
- Нержавеющий шестигранник
- Фитинги нержавеющие
- Никель
- Нихром, Фехраль
- Олово
- Припои
- Свинец
- Титан
- Цинк
- Черный металлопрокат
- Услуги
- Производство
- Контакты

Цинкование - основной процесс, применяемый для защиты металла от коррозии. Он активно используется в производстве для обработки деталей, конструкций, труб и других металлических изделий. Поверхность железа под действием кислорода и агрессивных реагентов - окисляется. Это приводит к ржавчине и постепенному образованию дыр. При цинковании на металле образуется защитная оксидная пленка, которая не дает влаге, кислородному соединению проникнуть глубоко в слой железа. А значит, срок эксплуатации увеличивается.
Виды цинкования
- Гальванический.
- Горячий.
- Холодный.
- Диффузионный.
Холодный метод.
Принцип действия - нанесение цинкового состава (в порошкообразной форме) на подготовленную (обезжиренную) поверхность, с использованием распылителя, кисточки или валика. Матовый блеск отсутствует, но
проблему можно ликвидировать путем нанесения лакокрасочного состава.
Диффузионное цинкование.
Атомы цинка проникают в подложку, образую прочный слой. Это обусловлено сложной текстурой. Метод безопасный и известен еще с конца 20 века. Рационально прибегнуть к этому способу, если желаемая толщина
цинка составляет 15 мкм. Другое название процесса при обработке в цинковом порошке - шерардизация.
Гальваническое цинкование.
Создается гладкое и прочное покрытие, используемое больше в декоративных целях. Изделия выходят блестящими, дополнительная обработка не требуется. Кстати, после такого цинкования, металл можно подвергать
сварке. При электрохимическом процессе берется раствор цинксодержащего электролита, продукт оседает на поверхности металла, создавая защитную пленку.
Горячее цинкование.
Детали погружаются в ванну, заполненную расплавленным цинком. При этом способе достигаются лучшие защитные свойства, но процесс характеризуется, как сложный, с технической точки зрения. Поверхность
подготавливается аналогичным образом, как и при холодном цинковании. Проходит стадии:
- обезжиривание;
- травление;
- промывание;
- флюсование;
- просушка.
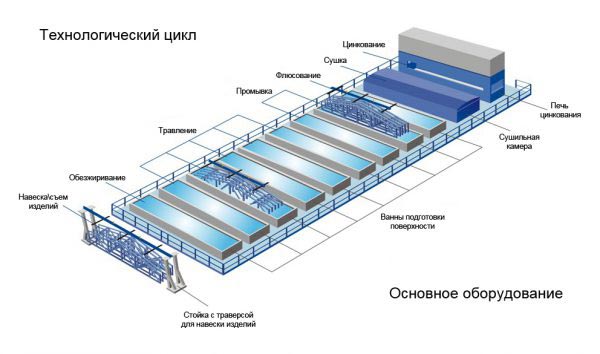
В итоге, на поверхности металла образуется сплав (Fe-Zn), защищающий от коррозии. Процесс трудоемкий, но эффективный. В современных ваннах поместятся строительные леса и даже опоры линий. Металл становится устойчивым к небольшой деформации и царапинам.
| № п/п | Параметры | Горячее цинкование с последующим центрифугированием | Гальваническое цинкование | Термодиффузионное цинкование |
| 1. | Т 0 процесса | от 450 0С до 540 0С | 20ºС | от 290 0С до 400 0С |
| 2. | λ покрытия | 30 ÷ 60 мкм | 6-15мкм | 5 ÷ 100 мкм (через 5 мкм) |
| 3. | Материал | Сталь (не предсказуемо с содержанием Si 0,05 ÷ 0,15 % пик Санделина) | Сталь (кроме высокопрочной) | Сталь, чугун, бронза, латунь, медь (все без ограничений по химсоставу) |
| 4. | Крепеж | от М 10 до М 50 | от М 4 до М 50 | от М 4 до М 90 (больше не пробовали) |
| 5. | Отверстия в деталях: | сквозные | сквозные | любые отверстия, включая тупиковые |
| 6. | В деталях: | отсутствие карманов, полные замкнутые сварные швы по контурам накладок | отсутствие карманов, желательно без сварных швов | Без ограничений |
| 7. | Высокопрочная группа крепежа | Нет (отпуск металла) | Нет (кислотное травление, опасность возниковения водородного охрупчивания) | Без ограничений при температуре отпуска выше 300 0С |
| 8. | Коррозионная стойкость в камере нейтрального соляного тумана | 480-500 часов | 96 часов | До 1500 часов |
| 9. | Дуплексное покрытие | Низкая адгезия, высокозатратная подготовка | Низкая адгезия, высокозатратная подготовка | Высокая адгезия, стойкость в камере нейтрального соляного тумана до 2500 час. |
| 10. | Упрочнение поверхности | Снижение твердости по сравнению с основой | отсутствует | Упрочнение 1÷2 ед HRС на поверхности основы |
| 11. | Коэф. трения | Высокий, задир на крепеже, высокое усилие свинч. | низкий | Низкий, увеличение циклов свинчивания на крепеже, меньшее усилие свинч. |
| 12. | Подготовка поверхности | Химическое травление | Химическое травление | Экологически чистое |
| 13. | Ведение процесса цинкования | «Белые дымы» | Присутствие CrVI,III | Экологически чистое |
Преимущества цинкования
- Металл приобретает прочность и твердость.
- Материал становится устойчивым к температурным перепадам, влиянию агрессивной среды.
- Увеличивается срок эксплуатации изделия.
- Процесс окисления сводится к нулю.
- Низкая стоимость при высокой эффективности.
Способ цинкования, толщина цинкового слоя выбирается заказчиком.
8 (4212) 600-463